|
|
|




















|
|


Ik ben online Chatten Nu
Certificaat


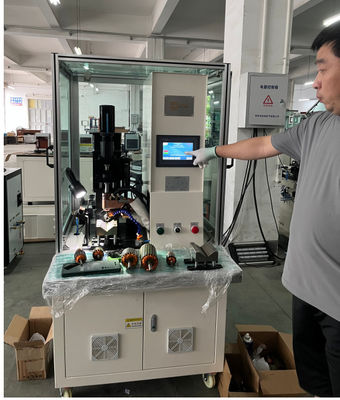
DC-motor armature commutator fuser lassen fuseren solderen warm steken machine
|
|
Productdetails:
Betalen & Verzenden Algemene voorwaarden:
|





Gedetailleerde productomschrijving
| Sollicitatie: | 12V, 24V gelijkstroomborstelmotoren | Cyclustijd: | 0.4 seconden per slot met servomotorpers |
|---|---|---|---|
| Afmeting van de splijtdraad: | van 0,01 mm tot en met 1,20 mm voor armaturen | Verwarmingskoelapparaat: | met een afzonderlijke waterkoelinstallatie |
| Makkelijk aan te passen: | De lasoperatie en -instelling is eenvoudig voor de bediener | Lassen van grote draden met een doorsnede van: | van 0,01 mm tot en met 1,20 mm voor armaturen |
| Bruto gewicht: | 662KGS, inclusief palet | Fusie-kwaliteit: | Fuse-stroom, fuse-tijd, druk, contactweerstand |
| Markeren: | met een vermogen van niet meer dan 50 W,warmstekenmachine voor het lassen van armaturen,met een vermogen van niet meer dan 50 W |
||
Stroomvoorziening DC Spot Welding Machine For Armature Commutator Fusing Hot Staking WIND-DC-CW003
(1)Toepassing:
PMDC-motorarmature met haakcommutator, risercommutator
(2)Voordelen:
|
|
|
|
|
|
|
|
|
(3)Vraag en antwoord van de fusie-soldeermachine:
(Hoe kies ik een geschikte lasfusie-warmstekenmachine)
1- Zijn de stroom en tijd van elk segment verstelbaar?
--- Ik denk dat uw vraag gaat over het bereiken van gelijkmatige en constante fusie kwaliteit voor elk segment,
De stroomvoorziening met een hoge uitgangsstroom is gelijkmatig en constant, en zorgt voor een gelijkmatige laskwaliteit.
Op het scherm voor het instellen van de parameters van de machine is een 6 secties lasstroom- en tijdinstelling voor armaturen met veel haakjes zoals 63 haakjes,
en voor een 24 haak commutator kunt u de lasparameter te verdelen tot 3 fasen door het instellen van Bar. no. als 1 + 22 + 1 = 24 of de instelling te verdelen om 1 + 1 + 1 + 2 + 3 + 16 = 24
rekening houdend met de opwarmtijd van de elektrostang en de werkelijke situatie,
In de werkelijke productie, heeft een gebruiker het barnummer in sectie 1 ingesteld op 24,
2- Hoe wordt de afstand van de elektrode geregeld?
--- De voorgestelde afstand is ongeveer 1,5 mm tot 2 mm, moet meer dan 1 mm in het geval van de commutator OD hebben enige verschil
Je kunt controleren door een 1,5 mm dikte commidity als een plug meter
3- Is er een regel om deze afstand te meten en terug te geven?
--- Nog geen liniaal, alleen operator observeren,
4- Hoe wordt de door de elektrode op de haak uitgeoefende druk aangepast en gecontroleerd?
--- Met verschillende afmetingen van de persveer kan de druk worden aangepast, voor ruwe regeling met veer, voor lichte regeling met schroef bovenop
en laatste type WIND-TMI-3 met servomotor voor de regeling van de druk
Is er een ladingcel om deze druk te regelen?
--- Nog niet
Wind Automation hydraulische en servo persmachine voor commutator,
de asplaatsing heeft dit soort belastingcel die de druk kan regelen en weergeven,
We gaan dit later toepassen op de nieuwe fusie-machine WIND-DC-CW003 met servo druk.
Dit geldt voor lokale gebruikers die eerst
6- Hoe wordt de fusie-stroom gecontroleerd, wordt deze constant gehouden?
--- De fusieconstante stroom wordt geregeld door spanning
![]()
7- Wat zijn de stappen van de fusiecyclus, hoe wordt elk deel van deze cyclus aangepast? (ZEER BELANGRIJK)
--- Fusiecyclus is elektrode aanraken van de commutator haak, druk dan op de commutator haak, het houden van de druk en vrijlating
Controleer de afbeelding van de fusiecyclus op de bijgevoegde foto
Deze cyclus is gerelateerd aan vier factoren:
de elektrode en de schakelaar haak in contact met het oppervlak, drukwaarde, het houden van de druk tijd, fusie spanning
Je kunt een betere cyclus krijgen door teamwerk van deze vier factoren,
De cyclustijd van WIND-DC-CW003 kan bereiken is 0,4 seconden per slot, snelste in China motor armature fusing machines tot nu toe
Hoge frequentie 15KHz zorgen voor de zuivere output gelijkstroom, terwijl sommige fusie machine 2KHz, 4KHz niet hoge frequentie
De constante stroom kan ervoor zorgen dat fusie van elk segment zonder aarzeling, dus DC stroomvoorziening is sneller en energie besparen
8- Is er een waarschuwingssignaal voor slechte fusie?
--- Ja, de machine heeft deze functie
(4)Fuseermachine Parameter:
Draaddiameter: 0,01 ~ 1,2 mm
Bescherming OD: 20~100 mm
Hoogte van de beugelstapel:10~100 mm
Commutator OD:8~70 mm
Luchtbron: 5 tot 7 kg/cm2
Lasvermogen: 10~30 kW
3fasige wisselstroom 380V 50~60Hz
Gewicht: ongeveer 350 kg
Versmeltingsbron: Wind Automation zelf ontwikkelde hoge frequentie 15KHz, 500~5000A
Besturingssysteem: Japan Mitsubishi PLC
Indekseringsbediening: Japan Mitubishi servo positioneringssysteem 7' touchscreen
(5)Gebeurtenis:
1) Commutator spot welding machine geleider warm staking Fusing voor dunne of grote draad hoge frequentie
een omvormer met las en een warm stapelende commutator met kleine grote draad dunne en grote draad, met gescheiden
koelwaterapparaat (functioneert als conditioner)
2) Laswerkzaamheden zijn gerelateerd aan deongsten staaf oppervlakte, druk, lastijd, spanningsstroom waarde
3) Bevestiging OD, asgrootte is gerelateerd aan de armature
Armature OD normaal bereik 20~60 mm
Schacht onder 16 mm Schachtgrootte
(6)Internationale Clinics Feedback:
In het jaar 2025
Het bedrijf XYZ heeft ook een fusermachine die is gebouwd door Shanghai Wind Automation Equipment, zoals op de foto.
Kan u een vervangende kraag voor deze machine aangeven?
Klik op de onderstaande link om de video te bekijken
Contactgegevens
Shanghai Wind Automation Equipment Co.,Ltd
Contactpersoon: Ms. Emily
Direct Stuur uw aanvraag naar ons
Meer Warm stapelen
-
220V / 380V 50Hz Commutator Fusing Machine met touchscreen 600KGS
-
TIG Welding No Commutator Hot Staking Machine voor geïntegreerde starter generator assemblage
-
70KVA Brazing Armature Collector Spot Welding Hot Stacking Machine Lasmachine
-
Automatische warmstekenmachine Argonboog lassen machine om motor te lassen
-
Draad soldering Commutator Fusing Machine Ultrasone Wave Metal Welding Voor Auto Stator
-
Volledig automatische kommuteerbalk-warmstapelmachine voor kleine DC-borstelmotor